Cosa c’è sotto il cofano della tua saldatrice? Scopri quanti cavalli ha il tuo generatore.


Nell’articolo di oggi voglio spiegarti più nel dettaglio il funzionamento di un generatore di ultrasuoni.
Voglio farti capire come utilizzare al meglio tutti i cavalli di razza che hai sotto il cofano e naturalmente metterti in guardia da tutti coloro che ti propongono ronzini da soma sotto le mentite spoglie di qualche purosangue!
Dovessi anche accorgerti che di aver commesso qualche errore in passato o recentemente, non preoccuparti conosco molti tecnici preparati e competenti che sono nella tua situazione.
D’ora in avanti avrai uno strumento in più per svolgere al meglio il tuo lavoro ed evitare i tanti pacchi che girano nel variegato mondo della saldatura a ultrasuoni!
Le informazioni che troverai in questo e nei prossimi articoli sono sconosciute al 99% degli addetti al settore. Molti tendono ad ignorare queste nozioni o considerarle marginali perché nella maggior pare dei casi mancano le conoscenze specifiche e il background tecnico per capire veramente a fondo questo tema.
Questo però è un grave errore perché proprio nel generatore (e nel controllo stesso) puoi trovare alcune importantissime risorse che ti permetteranno di risolvere l’ 80% delle problematiche che affliggono quotidianamente il tuo processo di saldatura.
Posso sintetizzare la questione in 3 punti:
- Mancanza di professionalità specialistica: molti venditori lavorano nel settore della saldatura a ultrasuoni da troppo tempo e quindi non conoscono le moderne evoluzioni dei microprocessori e dei relativi controlli, sono rimasti a 15-20 anni fa senza preoccuparsi di aggiornare le proprie competenze. Altri sono volti relativamente nuovi che, non certo per colpa loro, ricevono un’insufficiente formazione e vengono spediti a calci nel mercato senza conoscere esattamente le problematiche che andranno ad affrontare.
- Competenza delocalizzata: colpisce le grandi multinazionali che hanno in Italia la sede commerciale (come faranno poi a conoscere bene il proprio prodotto se la sede di produzione e sviluppo sta, quando va bene a 1.000 Km e quando va male al di là dell’Oceano Atlantico?). Questo problema è altrettanto sensibile nelle piccole aziende nostrane che, per questioni di organico limitato, si affidano a società esterne non specializzate per lo sviluppo e l’assemblaggio della componentistica elettrica e elettronica.
- Tendenza diffusa a nascondere le informazioni: questo concetto, duro a morire nel vecchio modo di praticare il business, nasconde in realtà la preparazione scarsa o gravemente insufficiente di una larga parte delle società che operano nel settore della saldatura a ultrasuoni. Non serve che ti dica cosa ne penso, il blog che stai leggendo è di per se una risposta esaustiva.
Vediamo di capire prima di tutto cosa avviene all’interno dei generatori di ultrasuoni in termini pratici.

Per iper- semplificare, il generatore controlla la velocità e la frequenza di vibrazione del sonotrodo (o più correttamente di tutta la sonic stack formata anche da convertitore e booster) facendo opportunamente variare le caratteristiche di tensione e corrente alle sue uscite.
Questa variazione avviene attorno ad un punto preciso di lavoro chiamato frequenza di risonanza (serie nel nostro caso) che è esattamente la frequenza in cui il sonotrodo risponde con la massima eccitazione e velocità.
Se hai capito questi concetti, ti sarà facile comprendere cosa succede quando inizia il vero e proprio processo di saldatura.
Quando il sonotrodo viene a contatto con un particolare plastico e comincia a trasmettere le vibrazioni ultrasoniche, la frequenza stessa di vibrazione (nel punto di risonanza) viene modifica dalla risposta che il carico stesso impone e continua a variare per tutto il ciclo di saldatura finché gli ultrasuoni sono attivi.
Insieme alla frequenza ovviamente, varia anche l’ampiezza e questo è proprio l’elemento che io devo mantenere costante per garantire un processo di saldatura efficiente e quanto più breve possibile. Come ti spiegavo negli articoli precedenti, il processo di saldatura deve essere quanto più breve e direttivo possibile (ovvero centrato solo ed esclusivamente sull’area interessata, che abbiamo chiamato regione di giunzione) per ridurre al minimo lo stress sul componente in questione.
Specialmente quando parliamo di applicazioni estetiche, particolari fragili, oppure presenza di corpi esterni come membrane o componenti elettronici, la direttività è uno degli aspetti più importanti e delicati del design.
Quello che ti voglio trasmettere è che l’intero generatore e tutto il controllo ha lo scopo fondamentale di mantenere costante il valore dell’ampiezza anche sotto l’azione distorsiva del carico applicato.
Lo so che può sembrare un concetto complesso e da un certo punto di vista lo è, ma per te l’importante è capire il principio generale per poi utilizzarlo come base per gestire in piena autonomia tutti i tuoi processi di saldatura.
A questo punto, una delle osservazioni che mi viene fatta spesso è che ci sono alcune famiglie ben determinate di generatori (francesi e americani in particolare) che dispongono della possibilità di modifica dell’ampiezza durante il ciclo.
Questa è una metodologia antiquata e ormai superata!
I motivi sono 2:
I. Le continue modifiche dell’ampiezza sono dal punto di vista elettrico delle modifiche di impedenza e quindi degli aumenti ingiustificati di stress dei componenti (convertitore, sonotrodo e generatore nell’ordine) che portano al consumo precoce (e alcune volte a inaspettate “mortalità infantili”) dei componenti. Come succede a un’automobile che continuamente frena e accelera con la conseguenza di vedere ridotta notevolmente la propria vita. Se utilizzi questa metodologia probabilmente ti sei già scontrato con casi di rotture anomali.
II. Lo stress dei componenti viene semplicemente trasmesso dalla sonic stack al tuo particolare. Si generano così cricche, fessurazioni, o abrasioni che riducono sensibilmente la vita dei pezzi prodotti.
Adesso cerca di capire bene quello che voglio trasmetterti, non sto dicendo che la variazione dell’ampiezza non funzioni, sto semplicemente dicendo che ti espone a rischi non necessari.
In questo caso potresti usare tranquillamente dei metodi più moderni e sicuri come ad esempio la variazione della forza (il terzo driver fondamentale, ricordi?) che ha l’enorme vantaggio di essere molto più graduale (anche se sicuramente più lenta) e delicata sul tuo particolare.
Per farti capire meglio questo concetto e l’importanza che ha il generatore nel corretto svolgimento dei processi di saldatura mi rifaccio nuovamente al mondo automobilistico.
Pensa ad un’automobile a cui vengono costantemente modificati i rapporti e la tipologia del percorso che deve fare per esempio una volta un rally, la volta dopo una 24 ore, la dopo ancora una gara di F1.
Se potessi, non sceglieresti il meglio che c’è sulla piazza piuttosto che rimanere a piedi a metà gara?
Se dipendesse da te, non credi che limiteresti al massimo gli stress, soprattutto quelli inutili, per allungare la vita del tuo bolide?
Per darti un’idea reale e dimensionale dell’argomento, qui sotto trovi un grafico che
le variazioni di ampiezza in base a differenti carichi applicati.

Come è normale e logico notare, più il carico è importante e più sarà elevata la sua capacità di modificare l’ampiezza di vibrazione. Questo è un principio fisico valido in tutti gli ambiti. Come ci hanno sempre insegnato nelle lezioni di fisica, un corpo tende semplicemente ad opporsi alla variazione del proprio stato.
In questa catena di azioni e reazioni il fulcro è rappresentato del convertitore, un vero e proprio trasformatore di impedenza, che, per il tipo di funzione che svolge, è il primo a subire pesantemente gli stress che continuamente vengono trasmessi e ritornano dal carico, sotto forma di onda riflessa.
Tutto quello che abbiamo visto finora viene gestito in forma diretta o indiretta dal generatore, ma come poter avere una misura oggettiva, parametrica, diretta, di queste prestazioni?
Nel mondo della saldatura a ultrasuoni si utilizzano due parametri fondamentali:
- Velocità di adattamento: numero di cicli analizzati (e regolati) al secondo
- Efficacia di pilotaggio: capacità di mantenere costante l’ampiezza sul carico
Vediamo adesso di capire meglio con quali strumenti il generatore può agire per compiere al meglio il suo lavoro di regolazione.
Velocità di adattamento
Si definisce in base al numero di cicli di controllo che il nostro sistema regola nell’unità di tempo, in questo caso sono cicli al secondo.
Se non sei pratico di sistemi o controlli automatici, con ciclo di controllo io intendo le seguenti operazioni in successione:
- Acquisizione valori (tensioni e correnti)
- Discretizzazione “full digital”
- Analisi dei segnali
- Retroazione
- Modifica dei valori in uscita (tensioni e correnti)
Il numero di cicli dipende molto dal tipo di microprocessore che si sceglie, dalla configurazione delle unità funzionali all’interno di esso e dall’ottimizzazione del firmware che viene caricato nella memoria.
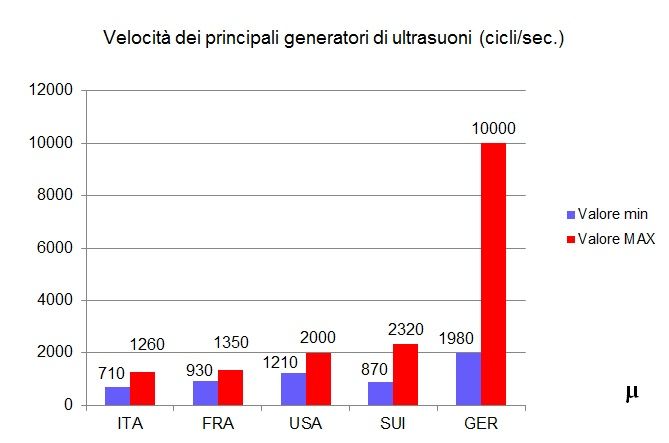
Qui sotto trovi le velocità (numero di cicli controllati al secondo) dei più diffusi generatori sul mercato classificati per area geografica di produzione. Si possono fare alcune considerazioni:
- I generatori prodotti in Italia risentono fortemente di una mancanza reale di specializzazione e di investimenti adeguati a causa delle dimensioni tendenzialmente ridotte delle pmi nazionali
- I valori sono generalmente comparabili ad eccezione di quelli prodotti in Germania e, anche se in forma minore, in Svizzera
- In Germania, il settore automotive continua a trainare gli investimenti e la ricerca di soluzioni sempre più prestazionali
 La situazione del grafico si spiega facilmente.
La situazione del grafico si spiega facilmente.
Vista la rapidità con cui si evolvono hardware e software, l’azienda che dimostra di essere più focalizzata (cioè fortemente specializzata solo in un unico ambito, tecnologia o segmento di mercato) è quella che riesce a dedicare più risorse e fondi al miglioramento continuo dei propri prodotti.
Ti sarà facile capire perché le aziende così strutturate riescano facilmente a immettere su mercato i prodotti più competitivi.
Un po’ come in F1 negli ultimi anni la Red Bull (che nasce fondamentalmente priva di una storia automobilistica, ma con un budget stratosferico alle spalle!) e adesso la Mercedes che riescono e sono riuscite a fare dell’estrema specializzazione e dell’investimento massiccio di fondi dedicati, la loro arma più efficace.
Efficacia di pilotaggio
La massima evoluzione in questo senso si chiama controllo F.I.P.S.D.
Cosa significa esattamente questo termine?
E’ semplicemente l’evoluzione e il miglioramento dei sistemi standard su mercato, basati sui controlli di tipo PID.
- F = frequenza specifica esatta tramite un apprendimento che determina la precisione del punto di lavoro al singolo Herz
- I = integratore, responsabile del controllo delle accelerazioni e della stabilità del valore dell’ampiezza
- P = proporzionale, tiene sotto controllo le piccole deviazioni (elemento fondamentale per la precisione dell’intero sistema di controllo)
- S = stabilità elettrica, smorza tutte le oscillazioni causate dalle fluttuazioni dell’alimentazione
- D = derivativo, aiuta il controllo a seguire velocemente gli spostamenti della frequenza
Questi coefficienti sono calcolati, verificati e modificati a ogni singolo ciclo
Per sintetizzare quello che abbiamo visto ti posso dire che, semplificando al massimo i concetti:
Il generatore migliore è quello che si adatta più efficacemente e velocemente alle variazioni del carico a cui è collegato.
Deve darti la possibilità di poter disporre di un intervallo regolabile di potenza sufficiente per gestire tutte le tue applicazioni, per esempio dal 10% al 100%.
Il generatore quindi, dal punto di vista puramente pratico deve fare più velocemente possibile e nel modo più preciso, le 3 seguenti azioni:
- adattare la frequenza per compensare il consumo del sonotrodo
- seguire in modo repentino (possibilmente istantaneo) le variazioni del carico
- controllare e regolare le variazioni della temperatura
Anche per questo post è tutto, adesso devi solo ricordarti di investigare accuratamente cosa si nasconde sotto il cofano della tua saldatrice!
Se poi a metà corsa rimani senza gas, ricordati che ti avevo avvertito!
Buon lavoro e chiunque tu sia, sii sempre unico.
Francesco