Quali sono i problemi delle aziende che utilizzano la saldatura a ultrasuoni?

Ogni volta che esco da un’azienda alle prese con qualche spinoso problema di saldatura mi riprometto sempre di scrivere questo articolo.
Non riesco più a contare le volte in cui mi sono sentito dire: “..se l’avessi saputo prima..” oppure “nessuno me l’aveva mai detto..”, o ancora, e questa è fresca fresca di qualche giorno “evidentemente il mio fornitore ha più interesse di vendermi i ricambi (sonotrodi, amplificatori e convertitori soprattutto) piuttosto che risolvermi definitivamente il problema”.
Così ho deciso di fare un’analisi seria della situazione e di dare una volta per tutte le informazioni corrette sugli errori principali commessi dalle aziende di tutta Italia e naturalmente anche ben 4 consigli pratici che ti potranno aiutare da subito a rimettere in sesto facilmente la tua produzione, la tua saldatrice a ultrasuoni o la tua linea automatica.
Ti devo però avvisare di una cosa.
Se ti ritrovi nel garage una 500 non ne farai mai una Ferrari!
Quindi senza molti giri di parole ti potrai anche trovare nella situazione di non avere gli strumenti giusti per poter lavorare correttamente. Sono sicuro che non è colpa tua ma ti sei fatto consigliare male e quindi per risolvere definitivamente i tuoi problemi dovrai probabilmente mettere mani al portafoglio.
Ho già avuto occasione di parlare con alcuni imprenditori, responsabili o tecnici che mi dicono frasi del tipo “si, ho capito perfettamente cosa c’è che non va, ma non si riesce a sistemare tutto senza metterci un EURO?”
Lascia che sia molto chiaro a scanso di equivoci.
Se hai un problema e non sei disposto a investire delle risorse (tempo o soldi è lo stesso), allora significa semplicemente che non hai un problema. Fine.
Ogni giorno in Italia chiudono molte aziende. Altre invece acquisiscono nuovi clienti, aumentano i profitti o semplicemente si mantengono comodamente e continuano a superare questo difficile momento economico.
Sai qual è la differenza tra questi due modelli di aziende?
Il sistema decisionale.
- Sviluppi un progetto/prodotto.
- Trovi un problema.
- Lo risolvi.
- Produci.
- Incassi i soldi.
Ti assicuro che in ogni progetto c’è qualche intoppo, rallentamento o scoglio da superare.
Chi riesce nella vita lo fa facendo sacrifici. Non ci sono grandi segreti o vie facili per la gloria, al giorno d’oggi vinci perché hai sputato più sangue del tuo avversario, hai investito di più nel tuo nuovo prodotto facendo meglio della concorrenza.
Guarda Windows e Nokia contro Samsung/ Apple. Bill Gates sta prendendo un sacco di sberle dal mercato ma a lui non metteranno i lucchetti ai cancelli. Questo probabilmente non vale anche per te.
È giusto avere un budget, è ancora più giusto capire quando usare le tue risorse per portare a casa un utile migliore del tuo rivale.
Ti sei mai chiesto quanto ti costa sul tuo progetto un ritardo di un mese, e di 6 mesi?
Quanto materiale stai buttando nella spazzatura.
Un dipendente di medio livello costa alle aziende da 150 a 200 € al giorno.
Ritarda il progetto di 4 settimane e ti sei mangiato il 40% (!!) del tuo guadagno.
La prossima volta meglio che ti accendi accenderti le sigarette usando una banconota da 500 € per fare lo splendido con gli amici.
Ogni giorno le aziende sprecano perché non capiscono il vero valore di lavorare con materiale di prima scelta.
Oggi ti costa un po’ di più e domani non ti lascia a piedi.
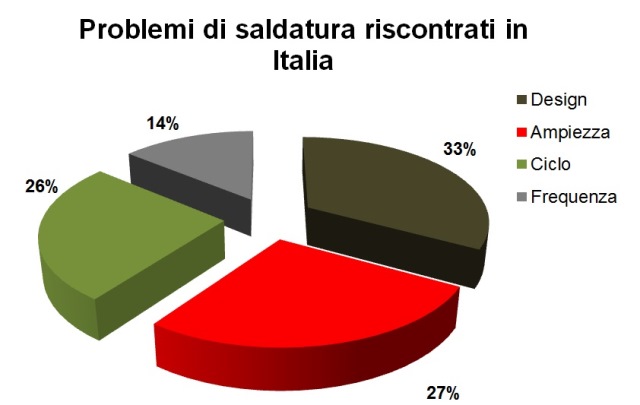
Veniamo dove molti dei tuoi concorrenti sbagliano e dove tu hai un bel calcio di rigore.
-
Design (il problema più diffuso!)
Ho riflettuto sul motivo di questa vera a propria catastrofe di orrori tecnici. Il motivo è senza dubbio perché questo aspetto viene sottovalutato. Circa il 40% del successo del tuo progetto deriva dal design (per il rimanente 60% ti devi dotare di un mezzo adeguato; se sei una persona brillante e capace non puoi scegliere una saldatrice scadente o mediocre, secondo te Schumacher avrebbe mai guidato una Foce India?).
La saldatura a ultrasuoni ha bisogno dell’area di giunzione, di un direttore di energia e di una zona in cui contenere il materiale in fusione. Il tutto deve essere calcolato con precisione in base al materiale, alle caratteristiche tecniche e alla funzione che deve avere. Non esistono opinioni, solo un sistema che calcoli in modo preciso la quantità, l’evoluzione del materiale in fusione, la sua compattazione e raffreddamento.
Mi dovrebbero spiegare perché per un ponte sono richieste analisi matematiche e verifiche che garantiscano la sicurezza mentre per un’area di giunzione no.
Un punto molto importante. Se non è possibile avere una regione di giunzione corretta, dimensionata e strutturata allora semplicemente non usare la saldatura a ultrasuoni.
Non ti sto prendendo in giro, ci sono altre tecnologie, evita di piantare la testa contro un muro!
Cosa devi evitare assolutamente?
- Aree di giunzione e direttori di energia piatto su piatto
- Doppi direttori di energia (che naturalmente si ostacolano a vicenda)
- Direttori di energia con angoli maggiori di 90° (fusione troppo lenta)
- Assenza di contenimento del materiale in fusione
Ultima nota su questo tema.
Tutti i termoplastici aumentano in volume nel passaggio da solido a liquido (fusione) e poi si contraggono in raffreddamento. Un valore medio può essere considerato l’8 % ma ci sono delle importanti eccezioni.
Tieni sempre conto di questo quanto ti affidi a un fornitore di ultrasuoni.
-
L’ampiezza
Il secondo problema più diffuso della pratica industriale. Un dato su tutti, l’82% dei processi di saldatura a ultrasuoni non utilizza il valore corretto di ampiezza e addirittura la praticamente nessuno (a parte i miei clienti, precisi ed esigenti) ne conosce il valore preciso. Vuoi una prova di quello che sto dicendo?
Chiedi a qualsiasi responsabile di saldatura o tecnico, con quale valore di ampiezza sta saldando (preciso, espresso in micrometri).
Oltre ad un numero imprecisato di bocche aperte, qualcuno potrà citarti una percentuale del generatore. Ok, ma 90% di cosa?
Qual è l’ampiezza al convertitore?
Qual è la trasformazione del sonotrodo?..e del booster?
Vuoto totale.
Se sei in questa situazione e hai fatto la figura dell’asino fino adesso, spero che tu stia imparando qualcosa di utile.
D’altronde lo sanno tutti (soprattutto i venditori vecchio stile) che è meglio non dare mai troppe informazioni al cliente.
Corri il rischio che il cliente inizia a pensare con la sua testa e non lo puoi più spennare come un pollo!
Voglio solo ricordarti il tuo prezioso sonotrodo.
Devi sapere che rapporto di amplificazione ha (altrimenti come la calcoli l’ampiezza?) e qual è lo stress massimo che può sopportare espresso sempre in micrometri (µm).
Per essere chiaro ti faccio un esempio.
Ti si è mai rotto un sonotrodo?
Quanto dura in media? Qualche migliaio di saldature o qualche milione?
Un’azienda ha utilizzato per 10 anni sonotrodi in alluminio o titanio per saldare materiali fibra vetro. Ne cambiava uno ogni 6 mesi.
Adesso ha capito che deve usare solo acciaio sinterizzato e che il sonotrodo deve essere modellato FEM per un’ampiezza massima di 45 µm.
Ha testato il primo, poi il secondo. Sono passati 2 anni e deve ancora sostituirlo.
È chiaro che all’inizio ha speso di più ma adesso la sua produzione fila più in Frecciarossa.
-
Il ciclo (di saldatura)
Quasi come l’ampiezza questo è un’area disastrata delle aziende italiane.
Non si capisce bene come gestire una saldatura in modo facile, preciso e sicuro.
Salda a quota (meglio relativa RPN o a Energia). Fine.
A questo punto puoi avere due problemi
1. La tua saldatrice non gestisce la quota
2. Inizi la giornata con alcuni parametri poi hai qualche problema e cambi setup oppure hai bisogno di 2/3 settimane per trovare il sistema corretto.
In entrambi i casi posso dirti una sola cosa.
Hai voluto risparmiare.
In molte aziende si inizia un progetto. Si pianifica un budget (forse).
Si valutano i fornitori (o il fornitore unico, e poi ridi mentre guardi “Django Unchained” e pensi che gli schiavi sono loro). Si aspetta. Aspetta. Revisione. Revisione. Aspetta. Alla fine molte aziende decino in base allo stupido prezzo.
Adesso pensa. Devi cambiare le gomme dell’auto di tua moglie. Pensi di risparmiare e invece di andare su Pirelli, Michelin o simili, decidi di comprare le ChinaTyres.
Costano ben 50 € in meno!
In realtà sono fatte in Vietnam e non hanno una garanzia seria.
Così mentre tua moglie cerca di fare un sorpasso, una gomma scoppia e tutta la tua famiglia finisce carbonizzata in una scarpata perché alla fine il prezzo è molto importante.
-
La frequenza
La questione è semplice ma le persone fanno fatica a capirlo perché in tutti questi anni le aziende che vendono ultrasuoni hanno fatto un grande lavoro di disinformazione.
Se non ti è chiaro, al tuo fornitore conviene di più venderti una saldatrice 20 kHz (che è chiaramente più cara) invece che aiutarti a sviluppare un progetto con una frequenza di 35 kHz che è più economica, compatta e direttiva (a volte anche più veloce).
Te la faccio facile: pezzo piccolo 35 kHz, pezzo grande 20 kHz. Fine.
Per essere ancora più preciso, un pezzo piccolo è < 35-40 mm di diametro. Altrimenti è grande.
Ci sono le eccezioni (meno del 10% di tutte le applicazioni) e vanno affrontate in modo specifico.
Voglio farti adesso un esempio pratico per farti capire come valutare correttamente un ciclo di saldatura.
Quanto deve essere il tempo si saldatura?
- Pezzo piccolo: 0,04 s < Ts < 0,4 s –>(il 98% delle soluzioni rispetta questi valori)
- Pezzo grande: 0,1 s < Ts < 1,3 s –>(il 95% delle soluzioni rispetta questi valori)
Se nella tua applicazione hai un valore diverso allora probabilmente hai o avrai in futuro un problema.
Alcuni mi dicono di avere tempi di saldatura di 2, 3 o anche 4 secondi.
In questo caso, oltre a devastare il tuo prodotto un po’ come il Napalm contro i vietnamiti, ammazzi la vita del convertitore, del booster e soprattutto del sonotrodo.
Un consiglio, compra un bel po’ di sonotrodi di ricambio, ne avrai bisogno!
Un altro indicatore fondamentale per capire quanto buona è la saldatura e quanto reggerà nel medio e lungo termine è la velocità della giunzione ovvero la velocità con cui il tuo scende la parte superiore all’interno di quella inferiore.
Si misura in mm/sec. e si calcola come RPN (sald.) / T(sald.).
Adesso dimmi la verità, l’hai mai calcolato esattamente?
E se il tuo filtro causasse la morte accidentale di un paziente perché c’è stata una perdita?
Come ti sentiresti?
In realtà un’analisi di questo è più complessa di quello che sembra. Qui sotto trovi un grafico che ti aiuta in fase di saldatura a capire come evolve la velocità di giunzione. Sicuramente dedicherò un articolo solo a questo fondamentale aspetto.
Considera che la maggior parte dei parametri di cui stiamo parlando, il tempo in particolare, riguardano la saldatura in senso stretto. Per altre applicazioni come la rivettatura, la bordatura, l’inserimento di parti metalliche, o la saldatura a punti, si può arrivare tranquillamente a un tempo di saldatura di 4-5 secondi ma solo perché in queste applicazioni si ha una plastificazione diretta a contatto col sonotrodo (se vuoi saperne di più scrivimi pure e ti risponderò con piacere!)
Un importante esempio è dato dalla saldatura delle membrane che, a parte alcune eccezioni (circa il 2%) devono essere saldate in 35 kHz (posso concederti il 30 kHz ma fare attenzione a ridurre in tempo di saldatura per evitare di micro forarle).
Per contro se usi un materiale semicristallino e hai una distanza tra sonotrodo e direttore di energia > di 10 mm allora devi usare per forza il 20kHz.
Ci sono le eccezioni (meno del 10% di tutte le applicazioni) ma vanno affrontate solo quando si presentano.
Per contro se usi un materiale semicristallino e hai una distanza tra sonotrodo e direttore di energia > di 10 mm allora devi usare per forza il 20kHz.
Se hai qualche dubbio, fai alcune verifiche in più o falle fare da chi ritieni sia all’altezza di darti un consiglio tecnico esperto.
Se continui ad avere problemi, non puoi dire che non lo sapevi!
Buon lavoro e, chiunque tu sia, sii sempre unico.
Francesco